Melyek a forrasztáshoz használt forrasztók: típusok, márkák, rendeltetés
A fém alkatrészek szoros és megbízható összeköttetésének létrehozásához a forrasztást általában használják. Az eljárás lényege az anyagok ragasztása ötvözött forrasztóanyaggal hevítve, amelynek olvadáspontja alacsonyabb, mint az összekapcsolódó anyagok olvadási hőmérséklete. Melegítve a forrasztott anyag az elosztott területek között eloszlik, és biztosítja a fémek erős adhézióját (adhézióját) molekuláris szinten, ami a vegyület nagy szilárdságát és elektromos vezetőképességét biztosítja. Az olvadt forrasztásnak jól meg kell nedvesítenie a fémet. Vagyis a szilárd anyag és a folyadék molekulái közötti kapcsolatnak megbízhatóbbnak kell lennie, mint a folyékony anyag részecskéinek. Ebben a cikkben elmondjuk az oldal olvasóinak our.electricianexpmilyen típusú forrasztóanyagok vannak, figyelembe véve az egyes márkák célját és hatályát.
Forrasztás kiválasztása
Annak érdekében, hogy a csatlakozás kiváló minőségű legyen, ki kell választani a megfelelő forrasztást. Ehhez fontolja meg:
- csatlakoztatható fémek vagy ötvözetek típusai;
- forrasztási módszer;
- hőmérsékleti határok;
- a csatlakoztatott alkatrészek mérete;
- szükséges mechanikai szilárdság;
- korrózióállóság.
faj
A forrasztáshoz használt ötvözetek típusait az olvadási hőmérséklettől függően kemény tűzálló és lágy, alacsony olvadáspontú készítményekre osztják. Az előbbiek olvadáspontja 450 fok és magasabb, az utóbbi ezen érték alatt van. A keményfém forrasztás tartósabb. A lágy forrasztásfajták azonban nélkülözhetetlenek a rádiótelepítési munkákhoz.
Puha vagy olvasztható
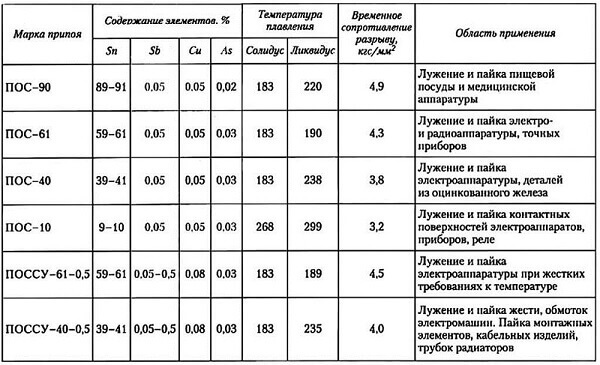
A legelterjedtebben ón-ólom-forrasztók, a rövidített név PIC. A betűcsökkentést követően a jelölésben feltüntetett szám megfelel az ón százalékának. Például a POS-60 60% ónot tartalmaz. Ezeket a típusokat készülékek, elektronikai készülékek gyártásához használják.
A POS-90 csak 10% -ban tartalmaz mérgező ólmot, ezért ezt a fajtát élelmiszer-eszközök és orvosi műszerek javításához használják.

A POS-40 réz- és rézcsövek forrasztásához, elektromos berendezésekhez, horganyzott vasból készült elemekhez használható.

A POS-30 cinklemezek forrasztására, a kábeliparban, horganyzott vas forrasztására szolgál.
A POS-61 készüléket rádió alkatrészek forrasztására használják a nyomtatott áramköri lapokra. Olvadási hőmérséklete 183 fok, és folyékony állapotba történő teljes áttérés 190 fokon megy végbe, ami segít elkerülni a túlmelegedést és megakadályozza a radioelemek meghibásodását.
Van egy univerzális és kényelmes változat a POS-61-ből, amely egy üreges ón-ólomcső, amelynek gyantája van. Ez a forma nagyon kényelmes, mivel a forrasztást további fluxus bevezetése nélkül hajtják végre.

A következő típusú PIC a POSSu márkaforrasztás. Ebben az ólom és az ón komponens mellett az antimon legfeljebb 2% -a lehet.Ez az anyag megforraszthatja az elektromos gépek, elektromos alkatrészek, kábeltermékek, horganyzott alkatrészek tekercseit.
A táblázat röviden bemutatja a PIC egyes típusait és azok fő tulajdonságait.
Jelenleg az ólommentes ötvözeteket széles körben használják az elektronika gyártásában. Például a POSu95-5 ólommentes forrasztás. Összetételének meghatározása jelöléssel lehetséges. A 95-es szám az ón, 5 - antimon százalékát jelenti. Az olvadáspont 234 és 240 fok között van.
Szilárd vagy tűzálló
A forrasztáshoz használt kemény forrasztók nagy kötési szilárdságot eredményeznek. Használatuk hátránya, hogy 500 fok feletti intenzív melegítés szükséges, ami bizonyos típusú készülékeket károsíthat.
A magas olvadáspontú tűzálló anyagok között két csoportot osztanak: réz és ezüst ötvözetek. Cink- és rézalapú rézforrasztóanyagokat használnak olyan vegyületekben, amelyeket a törékenység miatt statikus terhelésre terveztek. Nem képesek forrasztani azokat az anyagokat, amelyek dinamikus ütésnek vagy rezgésnek vannak kitéve.

Az ezüst típusú forrasztók univerzálisak, különféle anyagokat forraszthatnak. Hátránya a magas költségek, ezért a kompozíció felhasználását gazdaságilag indokolni kell. Ezüstötvözetet használnak rozsdamentes acél, réz forrasztásához, ortopédiai fogászathoz és ezüst ékszerek javításához.

Az ezüsttartalmú kompozíciókat PSR betűk jelzik. Vannak PSr-15, PSr-25, PSr-45, PSr-65, PSr-70 jelölések, ahol a szám az ezüst százalékát jelzi.
Alacsony hőmérséklet
A POSK 50-18 összetétele 50% ón, 18% kadmium, 32% ólom. A kadmium fokozza a korrózióállóságot, de mérgezővé teszi az anyagot. A forrasztás célja a túlmelegedésre érzékeny alkatrészek telepítése. Az anyag olvadáspontja 142-145 fok.

A ROSE ötvözet olvadáspontja 90-94 fok. Ezt a fajt POSV-50 jelzéssel látják el. A kompozíció 25% ónt, 25% ólmot, bizmutot - 50% tartalmaz. A fémek százalékos aránya kissé változhat. Az anyagot rúd, granulátum, rúd formájában állítják elő.

A kompozíciót ékszergyártásban használják, elektronikus eszközök telepítéséhez, rézpályák ónozásához a nyomtatott áramköri táblákon. Elektromechanikában használják védőbiztosítékokhoz, biztosíték-összeköttetésekhez. Csak elektronikus alkatrészek és csatlakozók szétszereléséhez műanyag tokokban
A ROSE előnyei:
- minimális mennyiségű mérgező anyagot bocsát ki, mivel nem tartalmaz kadmiumot;
- könnyen olvad, elég forrásban van a forrásban lévő vízzel;
- otthon speciális felszerelés nélkül is használható;
- gazdaságos használni.
A WOODA ötvözet olvadáspontja 65-72 fok, azaz kibővíti alkalmazási körét. Az összetételben szereplő kadmium 10% -a teszi az anyagot mérgezővé. Az ötvözet többi alkotóeleme: 13% ón, 27% ólom, 50% bizmut.

Ez vonatkozik:
- a tűzjelző rendszerek érzékelőiben;
- mikroáramkörökben;
- elektroformázásban;
- fogászatban;
- öntött elemek gyártásához;
- betűtípusok, mátrixok, klipek gyártására szolgáló nyomdaiparban;
- a gépiparban és a hajógyártásban;
- a repülés területén;
- a kohászati iparban.
Egyéb fajok
Vannak ritka forrasztók, amelyeket speciális körülmények között használnak. Ide tartoznak:
- nikkel-alapú készítmények, amelyeket magas hőmérsékleten működő alkatrészekben használnak;
- vákuumcsövekhez használt arany;
- vas- és színesfém-kohászatban használt magnézium.
Adjunk példákat néhányra, mivel nagyon sok van, és a cikkben nem lehet megvizsgálni az összes típust.
Forrasztó paszta
Forrasztási mikroáramkörök, SMD alkatrészek nyomtatott áramköri táblákra történő felszerelése, a mobiltelefonok komplex javítása forrasztható paszta felhasználásával végezhető, amely nem mosási folyadékból és Sn62Pb36Ag2 ötvözetből áll. A kompozíció 62% ónt, 36% ólmot és 2% ezüstöt tartalmaz.

A paszta megfelel az elektronikai iparban a felületre szerelés technológiájának (SMD komponensek) alapvető követelményeinek.
Alumíniumhoz
A Lucas-Milhaupt Filalu 1192 NC forrasztóanyag jó folyékonyságú, nagy tapadással rendelkezik az alumíniummal. Forrasztani tudják a hűtőberendezéseket, autó radiátorokat, légkondicionálókat. Az alumínium forrasztása az alumíniummal még nem szakemberek számára sem okoz nehézségeket. Kapható bár formájában, amelynek belseje fluxusos. Olvadáspont: 577 fok.
Összetétel szerkezete: Si-11,94%, Fe-0,18%, Cu-0,01%, Mn-0,03%, Mg <0,01%, Zn-0,01%, Al-pihenés, FLUX - 32%

A réz számára
A réz forrasztására gyakorlatilag bármilyen forma alkalmas, mind puha, mind kemény. Például ónból, ólomból, cinkből, ezüstből készült forrasztók használhatók.
eredményez
Sokféle forrasztóanyagot gyártanak különféle termékek forrasztására, egyszerűen nem realisztikus felsorolni őket egy cikk kötetében. A fentiek összefoglalásával azonban megjegyezzük:
- Az elektronikai alkatrészek beszereléséhez a rádióamatőrök viszonylag olvadó POS-61-et használnak, az ólommentes forrasztón lévő alkatrészeket előmelegítéssel ROSE ötvözettel forrasztják fel az olvadási hőmérséklet csökkentése érdekében, majd az alkatrészek könnyen szétszerelhetők. Csövekhez és hűtőberendezésekhez szilárd olvadékot használjon.
- Az ötvözet összetétele nem tartalmazhat mérgező anyagokat a megállapított normákon túl. A munkát csak jól szellőző helyen szabad elvégezni, a biztonsági intézkedéseket betartva.
Kapcsolódó anyagok:
- Hogyan lehet forrasztani a rádió alkatrészeket táblákról
- Hogyan válasszuk ki a forrasztópáka vezetékek forrasztásához
- Hogyan kell forrasztani a vezetékeket